Importance
PPAP is an 18-step guideline for Original Equipment Manufacturers (OEMs) and suppliers. PPAP documents show that OEMs and suppliers understand customer specifications and ensure that their manufacturing process consistently produces conforming parts at the quoted production rate. Customers examine the PPAP documents and determine the production part approval process status—fully approved, interim approval, or rejected.
What are the Elements of a PPAP Checklist?
There are currently 18 requirements and documents as part of PPAP. These elements should be included in the PPAP checklist as listed below:
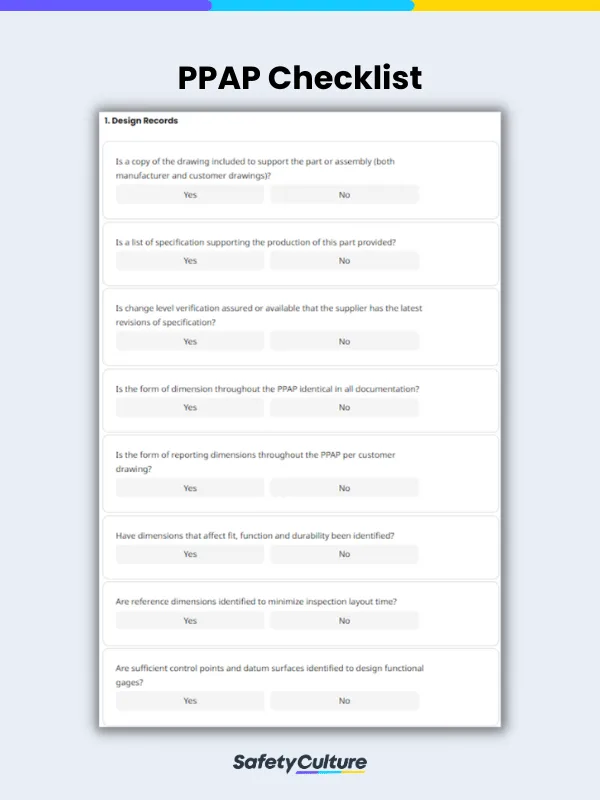
Design records
Authorized Engineering Change Documents
Customer Engineering Approval
Design FMEA
Process Flow Diagram Assessment
Process FMEA
Control Plan
Measurement System Analysis
Dimensional Results
Records of Material / Performance Test Results
Initial Process Studies
Qualified Laboratory Documentation
Appearance Approval Report
Sample Production Parts
Master Sample
Checking Aids
Customer Specific Requirements
Part Submission Warrant
3 Common PPAP Mistakes and How to Avoid Them
Due to the methodical and comprehensive nature of the production part approval process, quality managers often overlook some customer-specific requirements. When PPAPs get rejected, OEMs and suppliers inevitably waste time and resources on implementing corrections for resubmission. Here are 3 common mistakes during the PPAP and how to avoid them:
1. Ineffective Communication Between Supplier and Customer
Quality managers should work closely with the PPAP evaluator to provide exactly what the customers are looking for, especially when there are engineering changes and the master sample needs sign-off from both parties. During the contract review, clarify customer specifications with FMEA teams, design engineers, and manufacturing personnel to facilitate effective communication in the manufacturing facility as well.
2. Mismatched Process Flows, FMEAs, and Control Plans
There should be a clear link from the Design FMEA and Process FMEA to the Process Flow Diagram and Control Plans. Quality managers should consider all known special characteristics and address all high-risk failure modes with executable action plans to accurately demonstrate all manufacturing operations, handling techniques, inspection steps, and alternate/backup processes. Detailed and complete process control plans should be in place and include all print, specification, attribute, and purchase order requirements.
3. Mismanaged PPAP Documents
Most PPAP revisions get rejected because of avoidable clerical shortcomings. Quality managers should provide evidence that the FMEA is a living document, a special characteristics deviation waiver is available, and non-conformance in any of the PPAP documents is resolved before submission. All PPAP documents should be legible, updated, and reviewed for completeness.
PPAP Status and What to Do Next
The PPAP evaluator may take some time reviewing the PPAP documents, but quality managers can use the lead time to create fixtures and adjust a few operating parameters. Upon receipt of the PPAP status, here is what OEMs or suppliers should do to move forward:
Fully Approved
Since the part and its PPAP documents have proven that the manufacturing process can consistently produce conforming output, the parts can now be shipped to the customer as scheduled. OEMs and suppliers prevent costly production delays when they meet or even exceed customer expectations.
Interim Approval
If customers see nonconformance in any of the PPAP documents, containment measures should be undertaken by the quality manager. Even when the OEM or supplier is authorized to ship for a defined period of time and/or a limited number of parts only, corrective actions should be implemented and reflected in the resubmission of PPAP documents to gain full approval within 90 days.
Rejected
When the part fails to meet customer-specific requirements or when the PPAP shows inconsistencies in the documentation, the OEM or supplier is not authorized to ship the rejected product. Quality managers should execute corrective actions based on what the customer established as the reason for rejection, and revise PPAP documents accordingly before resubmission.
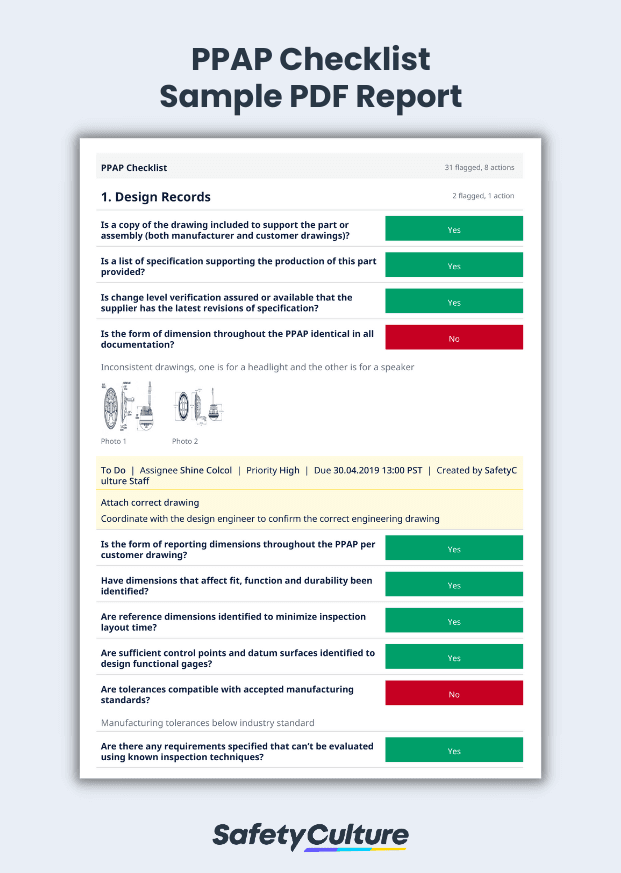
PPAP Checklist Sample Report
To give an idea of what an accomplished report looks like, here’s an example of a PPAP report in PDF format:
PPAP Checklist Sample PDF Report