DFMEA: Design Failure Mode and Effects Analysis
Learn about the importance of conducting a DFMEA and the best practices to perform it effectively with this comprehensive guide.

Learn about the importance of conducting a DFMEA and the best practices to perform it effectively with this comprehensive guide.
Published 28 Apr 2026
Article by
8 min read
Design Failure Mode and Effects Analysis (DFMEA) is a process done by design engineers in the early stages of product design to ensure that products perform their intended functions and satisfy user needs. This approach allows teams to identify potential failure modes and causes, so they can spot risks involved with the product design. In short, DFMEA is a proactive way to improve product reliability and reduce design-related defects.
DFMEA is a key part of the design and development process. By flagging potential design failures early, engineers can act fast to mitigate risks before production begins. The results are improved product reliability, enhanced safety, and increased customer satisfaction.
Additionally, DFMEA helps reduce costly recalls and warranty claims by keeping products within industry standards. Over time, this process saves time and money while driving ongoing improvement and quality in engineering.
Manufacturing involves multiple checkpoints to maintain quality at every stage of production. Alongside DFMEA, engineers also use the Failure Mode and Effects Analysis (FMEA) and Process Failure Mode and Effects Analysis (PFMEA) to manage risks.
FMEA is the core methodology, while DFMEA and PFMEA are specialized versions that target specific stages of development. Here’s a summary of how each method works:
Focuses specifically on the product design phase
Identifies potential design-related failures before production begins
Aims to strengthen reliability by fixing weaknesses in system, subsystem, or component design
A broad risk assessment tool used across products, processes, and services
Used to identify potential failure modes, their causes, and effects throughout the product lifecycle
Often implemented to prioritize risks and corrective actions to improve overall quality and reliability
Focuses on manufacturing and assembly processes
Identifies risks related to how a product is made, from equipment issues to human errors and process flow failures
Aims to keep production running by preventing manufacturing defects and minimizing downtime
The steps for running a DFMEA often depend on company standards or industry needs such as aerospace, nautical, and automotive. It can feel like a lot to take in at first, but this step-by-step guide (with examples) makes it easier to get started:
Start by breaking down the product design into systems and components, each with its own function. Organize them in a design and function tree to see how everything connects. This visualization shows how each system and component supports the overall design.
For example, the seat system of a basic chair design might consist of the seat itself (to support the weight of the user), aprons (to reinforce edges of the seat), corner blocks (to attach aprons to the legs), and fasteners (to hold the corner blocks to aprons).
A failure mode is a state where a design fails to meet its intended functions or user expectations. For example, if the seat’s job is to support the user’s weight, then a failure mode—one of the ways this system could fail—is that the seat might break.
A failure effect is the direct result of a failure mode. Potential effects of a seat breaking include sharp edges, collapse, and user injury. Teams should rate each effect’s severity based on its impact to customers.
For example, rating the severity of an effect with 1 means that it contains minimal customer impact. A severity rating of 10, on the other hand, means that the design failure affects customer safety or regulatory compliance.
After designating a severity rating for a failure effect, conduct a root cause analysis to identify the reason(s) for failure mode. In some cases, a design failure is caused by component function failures such as thin seats, weak aprons, sheared corner blocks, and loose fasteners for the failure mode “seat breaks”.
DFMEA prevention controls are specific measures being done to prevent failure causes from existing. An occurrence rating is assigned according to how likely a failure cause could happen even with preventive measures in place.
Occurrence ratings can also range from one to ten, with 1 being unlikely or nearly impossible for the cause to occur with ongoing prevention controls, while 10 means very likely or almost a certainty for the cause to still exist, leading to imminent failure.
DFMEA detection controls are existing procedures implemented to improve the capability of recognizing failure causes before finalizing the design drawings and specifications. Current detection activities might involve visual inspections, durability tests, and customer reviews.
Whatever the method, a detection rating should be assigned based on how likely these measures can uncover failure causes. Scoring a detective control with 1 means that it can most certainly detect a failure cause, while a detection rating of 10 means that a failure cause may stay undetected even with ongoing controls in place.
In DFMEA, a risk priority number (RPN) is primarily used to help teams prioritize which design failure modes to address. Get the RPN by multiplying all the DFMEA ratings—severity, occurrence, and detection. It is essential to note that the DFMEA scoring works relative to the other numbers.
Suppose 3 different failure modes have RPNs of 60, 120, and 30 respectively, then consider to prioritize dealing with the second failure mode with RPN 120. A predetermined RPN threshold value (e.g. 100 and above) can streamline the decision-making process for which failure modes to take action as well.
Upon identifying failure modes with RPNs that exceed the limit, recommended actions with target completion dates should be assigned to responsible personnel. When defining what actions should be taken, think of ways to decrease the severity of failure effects or if new preventive and detective measures can reduce the occurrence and detection scores.
While DFMEA can systematically provide sound recommendations, things may not go as planned. Whatever actions taken, they should be documented with the actual completion date. A template for FMEA can be used to document the process and indicate design specifics to help teams follow through and monitor their progress better.
Finally, the risk priority numbers of target failure modes should be re-computed because actions have been taken to improve the design. When the team acknowledges that changes made have addressed all the risks, then the design can move forward in the product development process.
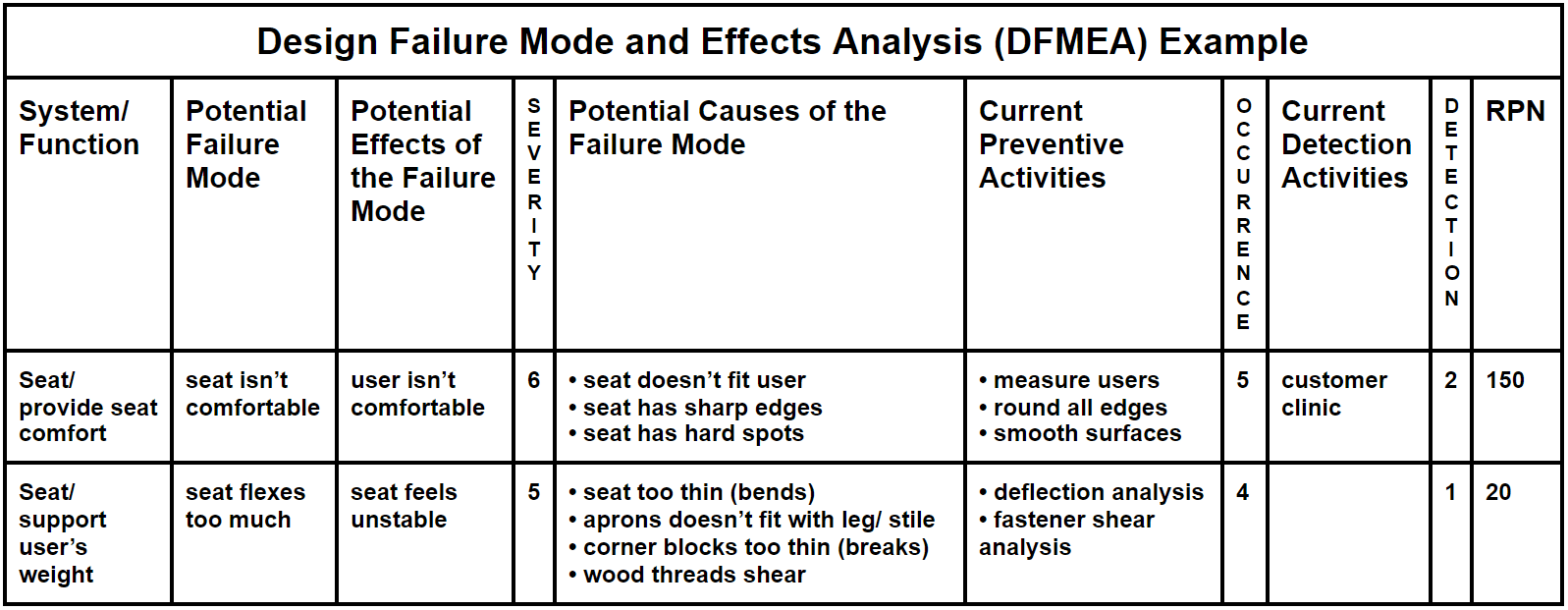
Sample DFMEA Format | Source
The DFMEA process requires time, patience, and plenty of practice to get right. There may be times when it feels like your team is taking two steps forward and one step back. It’s normal to feel challenges as the Design FMEA uncovers how complex a product really is. We have rounded up 3 of the most common mistakes DFMEA teams make and how to avoid them:
Generalizing current and planned prevention controls: A detection control is usually much easier to define and set up because of its reactive nature—actions done to spot defects. On the other hand, a preventive control needs to be more specific because as a proactive approach to failure prevention, it has to operate at worst-case conditions. For example, below are some DFMEA prevention and detection controls:
Overlooking non-function design requirements: While design failure modes often associate with system functions, other requirements should also be taken into account. For example, there are at least 14 types of design requirements for general products such as cost targets, aesthetics, capacity, inputs/outputs, and environmental, regulatory, or licensing considerations.
Adding non-root causes as failure causes: It might be helpful to enumerate all possible causes of failure modes, but teams can get the most out of DFMEAs by focusing on tackling root causes alone. Adequate prevention controls can be determined only when root causes are stipulated. Apply supplemental root cause analysis methods to ensure teams reach and resolve the failure root cause.
SafetyCulture is a mobile-first operations platform adopted across industries such as manufacturing, mining, construction, retail, and hospitality. It’s designed to equip leaders and working teams with the knowledge and tools to do their best work—to the safest and highest standard.
Streamline processes, eliminate bottlenecks, enhance resource utilization, and build an agile and scalable infrastructure with SafetyCulture. Strive for operational excellence to boost competitive advantage, foster sustainable growth, and deliver long-term value.
Save time and reduce costs
Stay on top of risks and incidents
Boost productivity and efficiency
Enhance communication and collaboration
Discover improvement opportunities
Make data-driven business decisions


