Before going into the benefits of SMED or why manufacturers use it, it may be helpful to ask if SMED can be applied to your production process and if it’s the right Lean tool to use for making improvements.
To determine this, check if your current equipment changeover system satisfies the following factors:
Do you have a system in place to measure manufacturing performance data?
Does the system measure Overall Equipment Effectiveness (OEE)?
Do you have at least 2 weeks’ worth of manufacturing performance data collected from the system?
Based on the data, what percentage of lost productive time is from changeovers? IndustryWeek provides the formula for this as follows: Availability score = Available time ÷ Scheduled time
Is the percentage of lost productive time from changeovers 20% or above?
Do you have equipment that:
employees are familiar with; and
is a constraint?
Is the changeover of this equipment:
performed more than once each week;
take an hour or so to complete on average; but
can sometimes take much longer to complete (such as 2 hours more)?
Benefits
The main benefit of implementing SMED is reduced equipment changeover time, which creates a positive domino effect on other aspects of production. The five key advantages are:
Increased capacity/machine work rates
More frequent completions of equipment changeovers
Reduced batch sizes / smaller lot sizes
Reduced stock holdings / lower inventory levels
Less space and handling required
Less waste produced
Standardized changeover procedures
Less room for errors / improved quality
Fewer defects produced
Improved safety and consistency
Lower production cost due to less planned downtime
Drive Excellence in Manufacturing Quality
Raise the bar for product quality and exceed customer expectations with standardized checks across all production sites.
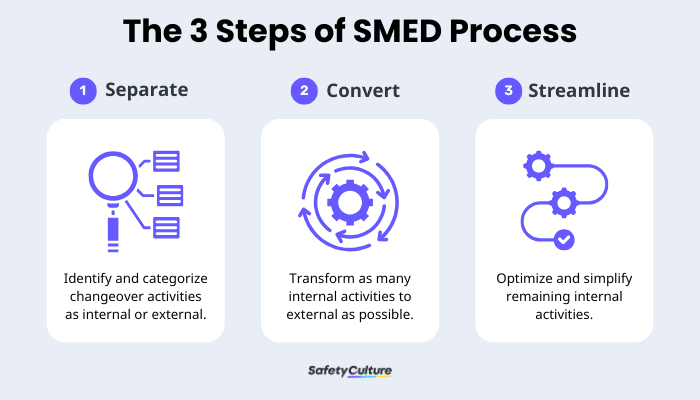
3 Steps to the SMED Process
To help you get started with implementing SMED, here’s a quick 3-step guide on the SMED process:
Step 1: Separate
The first step in the SMED process is to separate changeover elements or group them according to their type (internal or external). Changeover elements are the steps taken to complete the equipment changeover. There are two types of changeover elements:
Internal changeover elements – can only be done when the equipment is not processing anything
External changeover elements – can be done while the equipment is running (or in the middle of processing something)
Identifying the type of changeover element is important because making as many steps (or changeover elements) external is how SMED reduces equipment changeover time.
Step 2: Convert
The second step in the SMED process is to convert internal changeover elements to external changeover elements. Once you’ve identified an internal changeover element that could be converted to external, ensure that the benefit (in terms of time saved) outweighs the cost of conversion (the resources needed to convert the changeover element to external).
A SMED technique for converting internal changeover elements to external ones is to use intermediate or duplicate jigs. The next product can be prepared using a jig (a kind of framework or mold) while the first product is being processed. The jig containing the prepared next product is then simply attached to the equipment.
Create your own SMED template
Build from scratch or choose from our collection of free, ready-to-download, and customizable templates.
Step 3: Streamline
The third step in the SMED process is to streamline the internal changeover elements that weren’t converted to external. The fundamental SMED technique for this step is to follow the Lean principle of “trimming the fat” by removing inefficiencies from internal changeover elements. Simple and effective SMED techniques for this include the following:
Try the 5S Lean method
Organize the work area for maximum efficiency
Use functional clamps
Reduce the number of actions to only what is necessary
Standardize parts or features
Make performing internal changeover elements easier
Eliminate adjustments
Calibrate equipment to transition quicker
Use standardized settings and fixed guides
SMED Examples
To give you a better idea of how the SMED process fits in your workplace or business, here are 2 SMED examples for manufacturing and restaurant settings:
SMED Example for Manufacturing:
SMED Example 1 | | |
Changeover | From Product A to Product B | |
Equipment | Injection Molding Machine | |
Time Equipment is Running | 480 minutes (8 hours of production before changeover) | |
Time Equipment is Stopped | 30 minutes (Current changeover time between Product A and Product B) | |
Elements: | | |
Set up the equipment | Run the material changeover | Perform quality check on the product |
Step 1: Separate | | |
Internal | External | |
Change the mold and cleaning the injection nozzle | Prepare the new material Set up molds off-machine Gather all necessary tools for the changeover | |
Step 2: Convert | | |
Internal | External | |
Reduce the time spent changing the mold by standardizing and using quick-change fasteners for molds. Ensure that the changeover procedure for mold adjustments is fully documented to minimize delays. | Pre-heat the new material to the desired temperature while the machine is running. Prepare molds outside the machine during production (e.g., mold cleaning and pre-assembly). | |
Step 3: Streamline | | |
Internal Streamlined | Streamlined the mold changeover process | |
SMED Technique | Introducing quick-change mold systems, standardized procedures, and a set-up crew | |
SMED Example for Restaurants:
SMED Example 2 | | |
Changeover | Switching from lunch to dinner | |
Equipment | Kitchen and staff | |
Time Equipment is Running | When guests are being served | |
Time Equipment is Stopped | When the restaurant is closed | |
Elements: | | |
Bring out ingredients for dinner menu meals | Clean the kitchen / prepare stations (throwing out oil, clearing chopping boards, etc.) | Ensure second shift (or dinner shift) servers are ready |
Step 1: Separate | | |
Internal | External | |
Clean the kitchen / prepare stations (throwing out oil, clearing chopping boards, etc.) Ensure second shift (or dinner shift) servers are ready | Bring out ingredients for dinner menu meals | |
Step 2: Convert | | |
Internal | External | |
Clean the kitchen Prepare stations | Bring out ingredients for dinner menu meals Second shift servers come in already prepared, or prepare while the first shift servers are almost done | |
Step 3: Streamline | | |
Internal Streamlined | Optimized kitchen preparation and cleaning flow | |
SMED Technique | Using 5S Lean method to organize the kitchen | |