Understanding OEE: What It Is and How to Calculate It
Learn about the basics of OEE, its main components and formula, and how to improve your scores efficiently.

Learn about the basics of OEE, its main components and formula, and how to improve your scores efficiently.
Published 27 Apr 2026
Article by
6 min read
OEE or Overall Equipment Effectiveness is a measure of manufacturing productivity. It describes (in percentage) how much of the equipment’s full potential is being used. The metric is primarily based on the evaluation of OEE factors: availability, performance, and quality.
OEE is important because it’s a recognized standard in the manufacturing industry. Improving OEE also has various benefits, such as increased capacity, reduced costs, and boosts in quality and efficiency of production.
OEE calculation can also serve as a diagnostic tool to spot equipment inefficiencies before they harm the plant’s bottom line. Since OEE is broken down into categories, it’s easier for quality managers to identify where the equipment is lacking and where the equipment is performing.
Maximize equipment uptime with real-time asset visibility and automated preventive maintenance workflows.
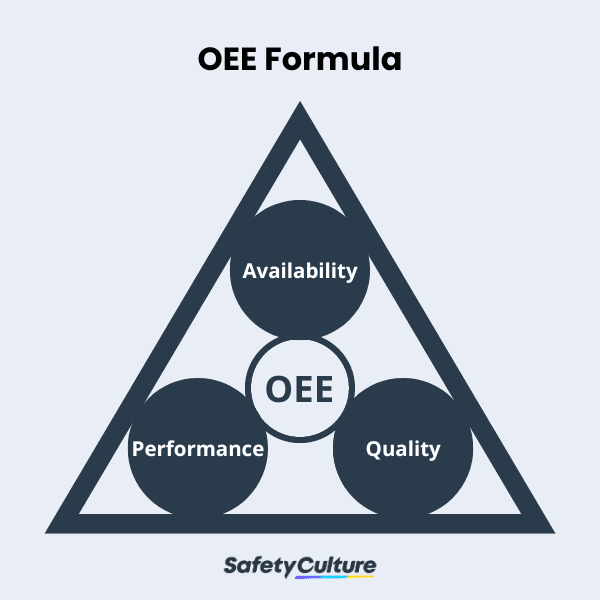
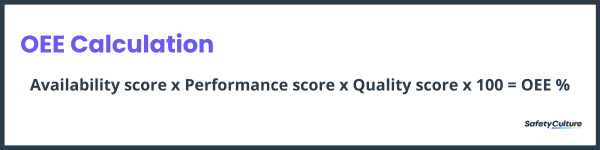
OEE calculation is simply multiplying the availability, performance, and quality scores, and then multiplying that number by 100 to get the OEE in percentage.
Availability is the percentage of scheduled time the equipment operates, taking into account downtime.
Performance shows how quickly it operates versus its max speed, highlighting slowdowns.
Quality measures the share of defect-free products, reflecting losses from defects.
Learn how to get each OEE score by referring to the guides below:
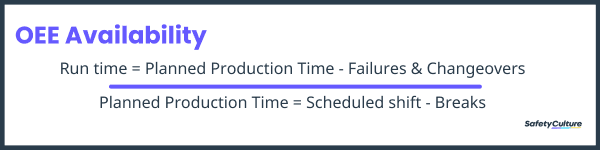
Follow these steps to get the OEE availability score:
Identify the equipment’s scheduled shift in minutes.
From that number, subtract the time lost to breaks.
The end result is what’s known as the planned production time.
From the planned production time, subtract the time lost to equipment failures and changeovers.
This result is the run time.
The run time divided by the planned production time is the availability score.
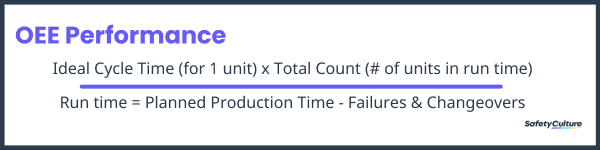
Follow these steps to get the OEE performance score:
Identify how long it takes (in seconds) for the equipment to produce 1 unit in ideal conditions.
This is the ideal cycle time.
Convert the run time from the availability score into seconds.
Identify the actual number of units (including defects) produced by the equipment during that run time.
This is called the total count.
Multiply the total count by the ideal cycle time.
Divide that number by the run time (in seconds).
The end result is the performance score.
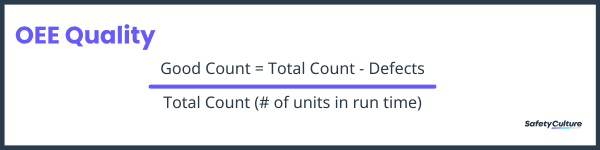
Follow these steps to get the OEE quality score:
From the total count in the performance score, subtract the number of defects.
The result is known as the good count.
The good count divided by the total count is the quality score.
Generally, 85% OEE is considered world-class performance in manufacturing. The theoretical maximum OEE is 100%, which represents perfect production with no downtime, running at maximum speed, and producing only good parts. In practice, however, achieving 100% is extremely rare, and even maintaining an 85% OEE is difficult for most equipment and production lines.
Across many industries, the typical average OEE ranges from about 60–65%. While some optimized operations reach 70–80%, many production environments still operate closer to 40–60%, which indicates significant opportunities for improvement.
OEE benchmarks help manufacturers gauge equipment efficiency against industry standards, directly impacting profitability and competitiveness. A world-class OEE of around 85% means minimal downtime and defects, boosting output and reducing costs. Lower scores reveal inefficiencies that waste resources and hurt revenue. Using these benchmarks, manufacturers can set improvement goals, prioritize investments, and stay competitive.
Build from scratch or choose from our collection of free, ready-to-download, and customizable templates.
For quality managers aiming for 85% OEE, here are key steps to improving overall equipment effectiveness:
Maintain equipment: Perform routine preventive and total productive maintenance by using a machine maintenance checklist, daily or weekly. For quarterly or annual maintenance, set a schedule with the plant’s maintenance technician.
Minimize downtime: Reduce equipment changeover time by implementing SMED techniques. These include using duplicate jigs and functional clamps, standardizing parts or features, and eliminating adjustments.
Train machine operators: Lessen operator errors by providing them with sufficient training early on. Use Training to make it easier for them to access, learn, and review reference materials.
Machine operators can also do the following to help improve OEE:
Take note of cycle time (the equipment’s operating speed) – A cycle time that is longer than the ideal or the one listed in the equipment’s specifications may indicate that the equipment is already damaged or in need of maintenance.
Follow Standard Operating Procedures (SOPs) – Since an SOP outlines the best and most efficient way to do a task, there are fewer chances of errors occurring.
To make using OEE easy, follow these practical SOPs:
Document time lost to downtime: (i.e. breaks, failures, and changeovers) Start with breaks, since they are usually fixed. For instance, the duration of lunch breaks and holidays is known in advance. For unplanned failures, coordinate with machine operators to establish a system for notifying you or their supervisor when equipment is about to fail or immediately after equipment fails. Finally, time the changeover steps performed while equipment is stopped.
Determine defect criteria: Identify the qualities that would make a unit defective or considered a defect. Talk with upper management to see what they think is a defect. Once defect criteria have been established, discuss with the quality control team the most appropriate way to help machine operators identify defects with minimal oversight.
Record units produced after each shift: Keep a digital inventory so that it’s easy to add total counts and good counts of run times. This will also help when reporting on the plant’s performance to upper management.

Manitou Group found SafetyCulture's digital solution useful in multiple departments located in their headquarters in Ancenis, from production and logistics to internal audits. They have streamlined data tracking and follow-up processes, replacing the days of manual archive searches.
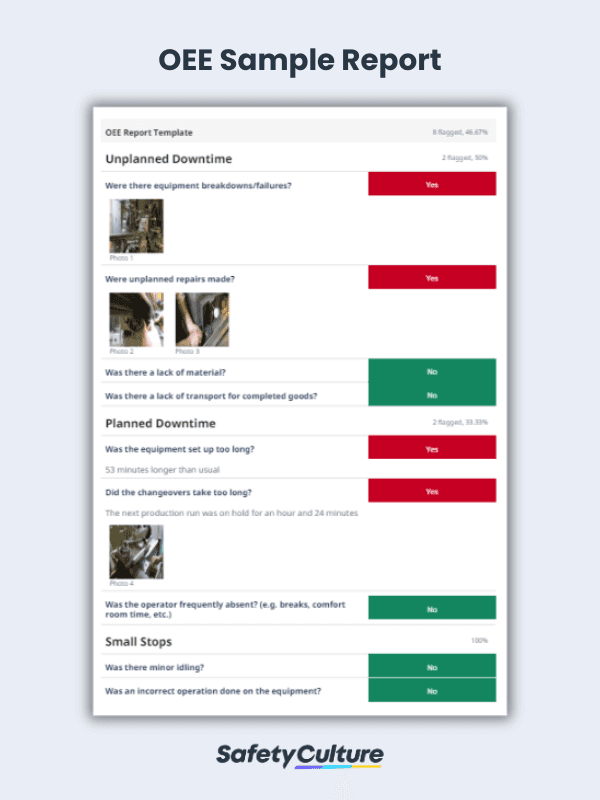
Below is an example OEE report for a manufacturing company. The report uses an OEE template that addresses the Six Big Losses: unplanned stops, planned stops, small stows, slow cycles, production defects, and startup defects. These are considered as the greatest hindrance for improving OEE.
SafetyCulture is a mobile-first operations platform adopted across industries such as manufacturing, mining, construction, retail, and hospitality. It’s designed to equip leaders and working teams with the knowledge and tools to do their best work—to the safest and highest standard.
Conduct real-time inspections, automated data collection, and actionable insights to boost equipment uptime, reduce production losses, and improve machine performance. Enhance product quality and drive higher OEE to gain a competitive edge, support sustainable growth, and maximize long-term operational value through a unified platform.
✓ Save time and reduce costs ✓ Stay on top of risks and incidents ✓ Boost productivity and efficiency ✓ Enhance communication and collaboration ✓ Discover improvement opportunities ✓ Make data-driven business decisions