Publicación 20 Jun 2025
Artículo de
4 min de lectura
¿Qué es el formato PPAP?
El Proceso de Aprobación de Piezas de Producción (PPAP) es una pauta de 18 pasos para los fabricantes de equipos originales (OEM) y los proveedores. Los documentos PPAP demuestran que los fabricantes de equipos originales y los proveedores comprenden las especificaciones del cliente y garantizan que su proceso de fabricación produce de forma sistemática piezas conformes con el ritmo de producción indicado. Los clientes examinan los documentos PPAP y determinan el estado del proceso de aprobación de las piezas de producción: totalmente aprobado, aprobación provisional o rechazado.
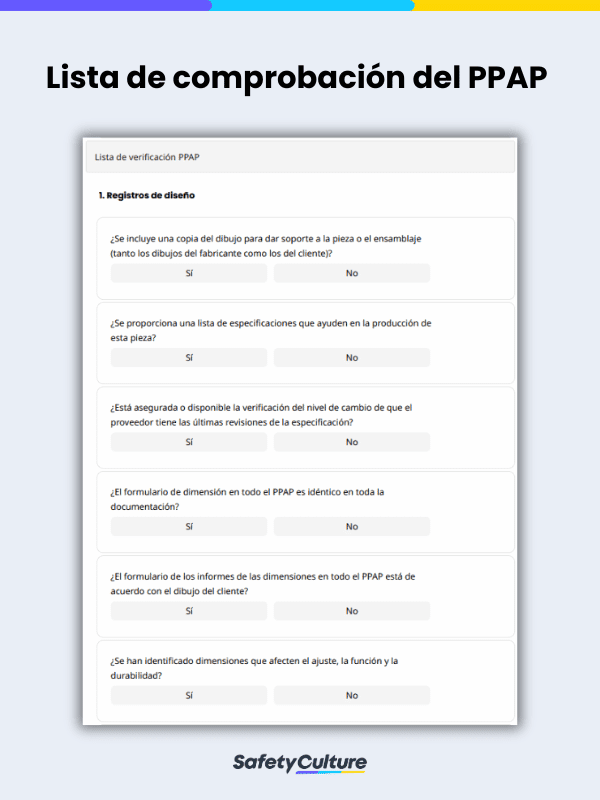
Los responsables de calidad utilizan una lista de comprobación del PPAP o formato PPAP para detectar fácilmente los flujos de proceso desajustados, y planes de control; garantizar la presentación completa, precisa y oportuna de Documentos PPAP como los registros de diseño, Informe de aprobación de la comparecencia (AAR), y Informe de Inspección Inicial de Muestras (ISIR); y obtener la aprobación total para la producción y el envío de las piezas.
3 Errores comunes del formato PPAP excel y cómo evitarlos
Debido a la naturaleza metódica y exhaustiva del proceso de aprobación de piezas de producción, los responsables de calidad suelen pasar por alto algunos requisitos específicos del cliente. Cuando se rechazan los PPAP, los fabricantes de equipos originales y los proveedores pierden inevitablemente tiempo y recursos para aplicar correcciones para volver a presentarlos. He aquí 3 errores comunes durante el PPAP y cómo evitarlos:
1. Comunicación ineficaz entre el proveedor y el cliente
Los responsables de calidad deben colaborar estrechamente con el evaluador del PPAP para proporcionar exactamente lo que los clientes buscan, especialmente cuando hay cambios de ingeniería y la muestra maestra necesita la aprobación de ambas partes. Durante la revisión del contrato, aclare las especificaciones del cliente con los equipos de FMEA, los ingenieros de diseño y el personal de fabricación para facilitar también una comunicación eficaz en las instalaciones de fabricación.
2. Flujos de proceso, AMFE y planes de control no coincidentes
Debe haber un vínculo claro entre el AMFE de diseño y el AMFE de proceso con el diagrama de flujo del proceso y los planes de control. Los responsables de calidad deben tener en cuenta todas las características especiales conocidas y abordar todos los modos de fallo de alto riesgo con planes de acción ejecutables para demostrar con exactitud todas las operaciones de fabricación, las técnicas de manipulación, los pasos de inspección y los procesos alternativos/de reserva. Deben existir planes de control de procesos detallados y completos que incluyan todos los requisitos de impresión, especificación, atributos y órdenes de compra.
3. Documentos PPAP mal gestionados
La mayoría de las revisiones del PPAP se rechazan por defectos administrativos evitables. Los responsables de calidad deben aportar pruebas de que el AMFE es un documento vivo, de que se dispone de una exención por desviación de características especiales y de que la no conformidad en cualquiera de los documentos del PPAP se resuelve antes de su presentación. Todos los documentos del PPAP deben ser legibles, estar actualizados y ser revisados para comprobar su integridad.
Comprender el estado de su PPAP y qué hacer a continuación
El evaluador del PPAP puede tardar algún tiempo en revisar los documentos del PPAP, pero los responsables de calidad pueden aprovechar el tiempo de espera para crear dispositivos y ajustar algunos parámetros de funcionamiento. Una vez recibido el estado del PPAP, esto es lo que deben hacer los OEM o los proveedores para seguir adelante:
Totalmente aprobado
Dado que la pieza y sus documentos PPAP han demostrado que el proceso de fabricación puede producir sistemáticamente un resultado conforme, las piezas pueden enviarse al cliente según lo previsto. Los fabricantes de equipos originales y los proveedores evitan costosos retrasos en la producción cuando cumplen o incluso superan las expectativas de los clientes.
Aprobación provisional
Si los clientes observan una no conformidad en alguno de los documentos del PPAP, el responsable de calidad debe adoptar medidas de contención. Incluso cuando el OEM o el proveedor está autorizado a enviar por un período de tiempo definido y/o un número limitado de piezas solamente, las acciones correctivas deben ser implementadas y reflejadas en la nueva presentación de los documentos PPAP para obtener la aprobación completa dentro de los 90 días.
Rechazado
Cuando la pieza no cumple los requisitos específicos del cliente o cuando el PPAP muestra incoherencias en la documentación, el OEM o el proveedor no están autorizados a enviar el producto rechazado. Los responsables de calidad deben ejecutar acciones correctivas basadas en lo que el cliente estableció como motivo de rechazo, y revisar los documentos PPAP en consecuencia antes de volver a presentarlos.
¿Aún buscas una lista de verificación?
Crea una plantilla de lista de verificación personalizada al instante con IA